



Professionaalsete tootjatena soovib Bordersun pakkuda teile kvaliteetset Metal Rapid Prototyping protsessi. Ja me pakume teile parimat müügijärgset teenindust ja õigeaegset kohaletoimetamist.
Metallist kiirprototüüpimise protsess
Metallist kiirprototüüpimine, tuntud ka kui metalli kiirprototüüpimine või metallosade kiire prototüüpimine, viitab protsessile, mille käigus valmistatakse kiiresti ja tõhusalt metallist prototüüpe, kasutades lisatootmistehnoloogiaid. Need tehnoloogiad võimaldavad luua keerukaid geomeetrilisi kujundeid ja funktsionaalseid metallosi, ilma et oleks vaja traditsioonilisi töötlemis- või tööriistaprotsesse.
Saadaval on mitu metallist kiirprototüüpimise protsessi, millest igaühel on oma eelised ja kaalutlused. Siin on mõned sagedamini kasutatavad meetodid:
1. Otsene metallilaseriga paagutamine (DMLS): DMLS kasutab suure võimsusega laserit metallipulbri osakeste selektiivseks sulandamiseks kihthaaval, et luua soovitud metallosa. See pakub suurt täpsust, head pinnaviimistlust ja võimalust toota keerulisi kujundeid. DMLS-is tavaliselt kasutatavad materjalid on roostevaba teras, titaan, alumiinium ja koobalt-kroom.
2.Selective Laser Melting (SLM): SLM on sarnane DMLS-iga, kuid hõlmab metallipulbri täielikku sulatamist, mitte paagutamist. Selle tulemuseks on tihedam osa, millel on paremad mehaanilised omadused. SLM-i kasutatakse sageli selliste materjalidega nagu titaan, alumiinium ja niklisulamid.
3. Electron Beam Melting (EBM): EBM kasutab metallipulbri sulatamiseks ja soovitud osa loomiseks elektronkiirt. See pakub suurt ehituskiirust ja suudab töödelda selliseid materjale nagu titaan ja koobalt-kroom. EBM on eriti sobiv suuremahuliste osade jaoks.
4. Sideaine pihustamine: selles protsessis sadestatakse vedel sideaine valikuliselt metallipulbri kihtidele, sidudes need omavahel. Kui detail on täielikult trükitud, läbib see lõpliku tugevuse saavutamiseks sekundaarse protsessi, näiteks paagutamise või infiltratsiooni. Sideainejoa saab kasutada mitmesuguste metallide, sealhulgas roostevaba terase, pronksi ja tööriistaterase puhul.
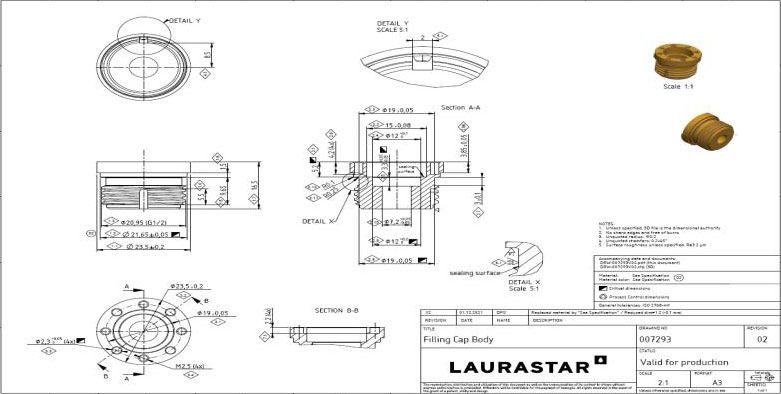
CNC-mehaaniline alumiiniumi prototüüp
Madala tiheduse, kerge kaalu, hea jäikuse ja alumiiniumi hõlpsa töötlemise tõttu saab sellest ülitäpsete osade, rakiste ja kinnitusdetailide esmavaliku materjal. Ja CNC-töötlemise alumiiniumi prototüüpi kasutatakse laialdaselt käsimudelite jaoks kosmose-, lennundus-, auto-, meditsiini- ja kodumasinate valdkonnas.

CNC-töötlemise alumiiniumi prototüübi vaikemõõtmete tolerants on vahemikus ±0,1 mm. Kui kliendid nõuavad tolerantsi alla 0,1 mm, tuleb esitada 2D-failid PDF-, DWG- või DXF-vormingus. Tagamaks, et saadetud prototüüp on mõõtude ja täpsusega täpne, esitab Bordersun prototüübi 10 osa kohta täismahus mõõtmisaruanded.
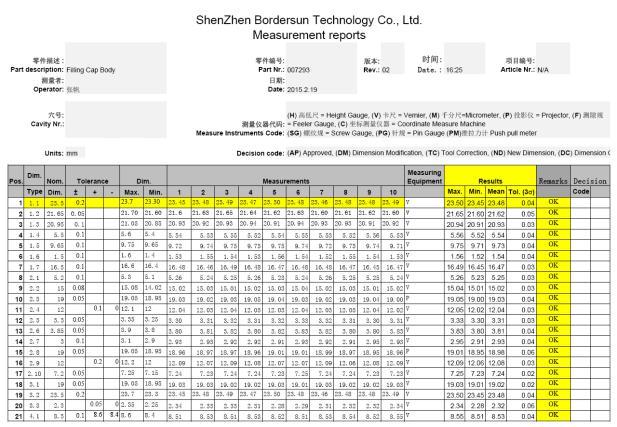
(Mõõtmisaruanne) (4-2)
Asjakohase elektrolüüdi, konkreetse protsessi ja elektrivoolu korral tekitab alumiiniumisulami pind oksüdatsioonikile. Kile on kaitsev ja dekoratiivne. CNC-töötlemise alumiiniumi prototüübi anoodoksüdatsiooni pinnatöötlust on palju ja kõiki värve saab valmistada.

Pärast oksüdeeritud värvimist tuleb CNC-töötlemise alumiiniumi prototüüp pitseerida. Mikropooride tihendamine, et värvaine molekul ei voolaks välja ning pinna funktsiooni ja kaunistust saab kaitsta. Kolorimeetri puudumise tõttu teeb väike töökoda Pantone'i võrdlemisel visuaalseid hinnanguid, mis võib põhjustada vigu ja tekitada klientide rahulolematust. Peamine põhjus on see, et abrasiivpuhastus ei jaotu ühtlaselt ja selle tulemuseks on kaks erinevat pinda pärast anoodoksüdatsiooni.








